
エヌ・イーは 一歩先を行くWPC+ハイパーモリショットをご提供します。








技術資料
(株)不二製作所 間瀬恵二氏 (株)不二機販 宮坂四志男氏 著「精密ショットピーニングWPC処理について」より抜粋。
1.WPC処理の作用と効果
WPC処埋は、主にショットの噴射速度、材質、硬さ、粒径、比重、融点などを考慮し、アークハイト、カバレージ、内部残留圧縮応力を目的とする効果に合わせて自在に条件設定を行い、要求品質を得る技術が確立している。
ノズルから圧縮気体と共にショットを噴射するエアー式のブラスト装置の場合、ショットを小さくする事により、圧縮気体に乗りやすくなって200m/sec程度までの噴射速度が得られる。(50μmスチールショット、エアー圧力0.5MPa、噴射速度210m/sec)
ショットが被加工物に噴射された時に、被加工物の表面温度上昇が助長されます。(反発係数が0<eくlの場合は、不完全な弾性衝突であって、力学的エネルギーの一部は熱となる。=力学エネルギー保存の法則より)
ショットの衝突速度が速くなると、被加工物の企属面組織も動き、表面温度上昇を助長して、金属のA3変態点を越えてくる。非鉄全属系ではA3変態点温度域で溶体化、再結晶化、微細化等が行われる。(金属のように比熱の小さいものは温度上昇部の面積が小さいため、温度上昇も早いが温度降下も早い)
金属表面での急熱、急冷が瞬時に繰り返され、熱処埋効果、鍛練効果、ピーニング効果の加工強化が行われる。
2.金属成品の表面加工熱処理法
(株式会社不二製作所共有特許 株式会社不二機販 特許第1594395号)
金属成品の表面に成品硬度と同等以上の硬度を有する40〜200μmのショットを噴射速度100m/sec以上で噴射し、表面温度をA3変態点以上に上昇させる事を特徴とする金属成品表面加工熱処理法である。
金属成品の表面にショットを噴射する事により、A3変態点以上の温度域での急熱、急冷が瞬時に繰り返され、熱処埋効果、鍛練効果の加工強化が行われる。金属表面層の残留オーステナイトのマルテンサイト化や、再結晶、微細化が行われ、緻密な高硬度で靭性に富む組織が得られる。又、表面の内部残留圧縮応力も高める事ができる。
3.金属成品の摺動部の摩擦防止方法
(株式会社不二機販 特許第3212433号, USP 5.592.840, EP 0731181 )
金属成品の摺動部の表面に金属成品と同等以上の硬度を有し且つ略球状を成す20〜200μmのショットを噴射速度50m/sec以上で噴射し、金属成品の表面付近の温度を、鉄系の金属成品はA3変態点以上に、もしくは非鉄金属成品は再結晶温度以上に上昇させると共に、前記金属成品の摺動部の表面に微小な断面円弧状を成す無数の凹部から成る油溜りを形成した金属成品の摺動部の摩耗防止法である。
金属成品の摺動部は通常潤滑剤が使用されているが、使用条件により潤滑剤切れにより摩耗する。表面にショットを噴射する事により、面圧に耐える表面組織となり潤滑剤切れを起こしにくい凹部を形成する事により、無接触近くとなり、油温も下がり、音も静かになり、摩耗を防止する事ができる。
4.常温拡散、浸透メッキ法
(株式会社不二機販 特許第3365887号)
金属成品又はセラミック、或いはこれらの混合体から成る被処埋品の表面に、被覆金属粉体を噴射速度80m/sec以上又は噴射圧力3Kg/cxu以上で噴射し、前記被覆金属粉体の組成物中の元素を金属成品又はセラミック或いは、これらの混合体の表面に拡散させる事を特徴とする常温拡散、浸透メッキ法である。金属成品等において、素材に限界があり、目的に応じて金属粉体を噴射する事により、成分元素を被加工物の表面に拡散、浸透メッキし、表面を合金化させ、強度を高める事ができる。
メッキ、コーティングの下地処埋に利用し、拡散、浸透メッキ処理後、メッキ及びコーティングを行うと密着強度が高くなる。又、低融点、低硬度金属粉体を噴射する事により、常温乾式メッキが可能である。
5.金属成品の組織変化
超硬コーティング品の組織変化
超硬コーティング(TiC+TiN)品にWPC処埋を行うと、超硬表面に析出しているコバルトが内部に抑込まれると共に徴細化し、表面の内部残留圧縮応力も高くなり、表面も平滑な面となる。
SKH51の組織変化
SKH51焼入、焼戻し品(3)にWPC処埋を行うと、表面から約10μmの組織が徴細化し、マルテンサイト化する。表面硬度は810Hvから1200Hvに上昇し、表面の内部残留圧縮応力も300MPaから1400MPaとなる。(4)
 |
|
| (3)未処理品組織 | (4)WPC処埋品組織 |
SKD11の組織変化
SKDll焼入、焼戻し品にWPC処埋を行うと、表面から約10μmの組織が微細化し、粒界のマイクロクラックも消滅している。表両硬度は700Hvから1000Hvに上昇し、表面の内部残留圧縮応力も200MPaからll00MPaとなる。
SKD61の組織変化
SKD61焼入、焼戻し品にWPC処理を行うと、表面から約10μmの組織が徴細化し、マルテンサイト化する。表面硬度は560Hvから700Hvに上昇し、表面の内部残留圧縮応力も300MPaから1400MPaとなる。
SKD61イオン窒化品の組織変化
SKD61イオン窒化品にWPC処埋を行うと、組織が微細化し、表面の化合物層も除去され、内部拡散も行われる。表面硬度は900Hvから1300Hvに上昇し、表面の内部残留圧縮応力も500MPaから1450MPaとなる。
現在、熱間用金型において窒化処理が一般的になっているが、ヒートチェックに対して、表面の化合物層が悪さをするため、除去する必要がある。又、窒化深さは、100μm位が理想である。溶損に対して、特に高温の場合は窒化+WPC処埋にても効果が得られない場合、窒化+WPC+コーティングにて、飛躍的な効果を得る事ができる。
SCr420の組織変化
SCr420浸炭焼入、焼戻し品(11)にWPC処理を行うと、表面から約30μmの組織が徴細化し、マルテンサイト化する。粒界異状層も消滅し、表面硬度は600Hvから1100Hvに上昇し、表面の内部残留圧縮応力も200MPaから1400MPaとなる。(12)
 |
|
| (11)未処理品組織 | (12)WPC処埋品組織 |
SCM420の組織変化
SCM420浸炭焼入、焼戻し品にWPC処埋を行うと、表面から約20μmの組織が徴細化し、マルテンサイト化する。粒界異状層も消滅し、表面硬度は560Hvから1000Hvに上昇し、表面の内部残留圧縮応力も200MPaから1400MPaとなる。
SNCM420の組織変化
SNCM浸炭窒化品にWPC処埋を行うと、表面から30μmの組織が徴細化し、マルテンサイト化する。浸炭品よりも異状層が少ない。
粒界異状層も消滅し、表面硬度は600Hvから1100Hvに上昇し、表面の内部残留圧縮応力も400MPaから1600MPaとなる。
S35C生材の組織変化
S35C生材(19)にWPC処理を行うと、表面から2〜3μmの組織が徴細化する。表面硬度は200Hvから350Hvに上昇し、表両の内部残留圧縮応力も100MPaから600MPaとなる。(20)
合金元素の少ない素材の強化に限界があるので、合金成分の拡散、浸透メッキを目的にWPC処埋を行うと、表面が合金化されて大きな効果を得る事もできる。
 |
|
| (19)未処理品組織 | (20)WPC処埋品組織 |
SUS304の組織変化
SUS304(21)にWPC処埋を行うと、表面から30μmマルテンサイト化し、表層10μmの組織が超徴細化する。表面硬度は300Hvから600Hvに上昇し、表面の内部残留圧縮応力も190MPaから1100MPaとなる。(22)
 |
|
| (21)未処理品組織 | (22)WPC処埋品組織 |
チタン合金Ti‐6Al‐4Vの
組織変化
チタン合金にWPC処埋を行うと、組織が徴細化する。表面硬度は340Hvから450Hvに上昇し、表面の内部残留圧縮応力も200MPaから750MPaとなる。
鋼合金(Cuba%・Al11%・Mn8.6%・Co0.61%)の組織変化
銅合金にWPC処埋を行うと、組織が微細化し、アモルファス組織のようになる。又、電気抵抗が下がり、表面硬度も上昇する。
Lアルミ4032の組織変化
WPC処理をしたアルミの表面硬度は、HV330であった。これはWPC処理を行なっていないアルミの表面硬度に比べ約1.5倍、HV130上昇している。また、測定荷重100gfで大きく上昇している。
M粉末ハイスの組織変化
粉末ハイスにWPC処埋を行うと、表面から約10μm組織が微細化し、炭化物も徴細化している。
金属成品の硬度変化
WPC処理による硬度変化と深さより、傾斜化された理想の硬度変化を示し、耐衝撃性が高くなる。(31)
低炭素金属成品の硬度変化
通常低炭素金属成品は、焼入れにより硬度を上げる事ができない。又、(ステンレスを除く)加工硬化も起きにくい。
あらかじめ、高炭素、高炭化物を生成しやすい成分元素を選定し、WPC処埋にて打込む事により、表面硬度を高める事ができる。
非鉄金属も熱処埋により硬度を得る事は望めない。又、加工硬化も起きにくい。あらかじめ、合金化しやすい成分元素を違定し、WPC処理にて打込む事により、表面を合金化させ硬度を高める事ができる。
粉未ハイスの機械的性質等の変化
WPC処埋を行うと、一般的には表面粗さが向上し、残留オーステナイト量の滅少から、マルテンサイト化が行われ、表面硬度も上昇する。半価幅より転位密度の向上。硬度、抗折力、衝撃値より、高硬度化と高靭性化が同時に行われる。内部残留圧縮応力より、大幅な疲労寿命の延長が期待できる。
| 粉末ハイス | 未処理品 | WPC処理 |
| 表面粗さRMax 残留オーステナイト量 表面硬度HA(10g) 内部残留圧縮応力MPa 半価幅 抵抗力 シャルピー衝撃値 |
4μm 15% 900 −300 4.7 310 2.2 |
2μm 0〜5% 1300 −1500 6.0 470 2.5 |
6.金属成品の摺動部の摩擦防止法
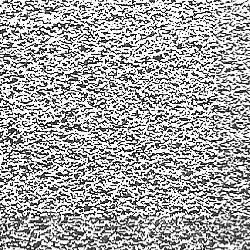
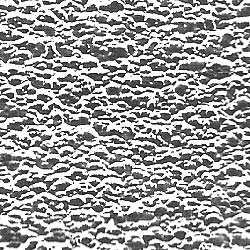
研磨材形状の達いによる表面形状
(AI材)
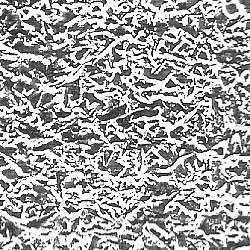
〈左図)グリット状の研磨材にてブラスト処埋を行うと、鋭角な突立ちの面形状となり潤滑剤や切削油等の表面張力を切り、効果を半滅させる。
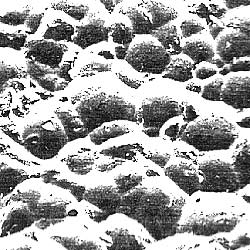
(右図)球状の研磨材にてWPC処理を行うと、円弧状の凹部となり表面張力を助長し、油膜切れを防止する。又、表面から約20μm組織が溶体化、再結晶化、微細化と変化し、表面硬度も80Hvから130Hvに上昇し、内部残留圧縮応力も50MPaから150MPaとなる。表面が面圧に耐える強化された組織となり、油膜を保持し、無接触に近くなり摺動部の摩耗を防止する。
| (×100) | ||||
 |
 |
|||
| (×500) | ||||
 |
 |
|||
| このササクレがオイルの表面張力をさまたげてしまいます。 | ||||
三次元測定による表面形状
(粉未ハイス)
切削、研削品表面形状(36)にWPC処理を行うと、線状の表面形状が消滅し、円弧状の凹部となり、油膜切れを防止する。(37)尚、表面から10μm強化された組織と成っている。
三次元測定による表面形状
(SCM420浸炭窒化品)
シェービング加工品表面形状(38)にWPC処埋を行うと、刃スジ形状が消滅し、円弧状の凹部となり、油膜切れを防止する。(39)無接触に近くなり、ギヤー音も下がり、油温も上らなくなり飛躍的な寿命延長が期待できる。
7.常温拡散、浸透メッキ法
SCM420浸炭品表面の
Cr浸透メッキ状況
SCM420浸炭品にWPC処埋を行うと、噴射金属粉体のCr元素が表面に浸透しメッキが行われる。浸透メッキが行われる事により、表面の合金化による強化と共に耐食性が向上する。
一般的に析出しやすい金属、Cr、Coは、WPC処埋により拡散、浸透メッキが容易に行われる。
SCM420浸炭品表面の
オーダ分析
SCM420浸炭品表層(41)に、Cr、Co、Wを含む金属粉体にてWPC処理を行うと、表層にCr50.4%、Co=0.6%、W=0.25%が拡散、浸透され、表層が強化される。
0.4%炭索鋼表面の浸炭状況
0.4%炭素鋼表面に、C=2.3%を含む金属粉体にてWPC処埋を行うと、表面にCが拡散、浸透され、C=1.2%となり、硬度も上り、強化される。
常温乾式Snメッキ状況
CM420浸炭晶に金属粉体SnにてWPC処埋を行うと、表面にSnが付着する。Snメッキを行うと、初期の潤滑効果及ぴ摺動抵抗が下がり、消昔効果も得る事ができる。
8.WPC処理その他の効果
クロームメッキ等の
クラック防止状況
クロームメッキのマイクロクラック発生品(46)にWPC処埋を行うと、マイクロクラックが消滅し、表面硬度も上昇する。(47)
PVDコーティングの密着強度
(ビッカス硬度計50kg)
基材にTiNコーティング、基材+WPC+TiN、基材+WPC+TiN+WPCに圧痕を付けクラックの発生より密着強度を確認した。WPC処理によりPVDコーティングの密着強度が向上する事がわかる。
常温乾式メッキによる模様装飾
グラス棋様装飾メッキ基材に、低融点、低硬度金属粉体にてWPC処埋を行うと、金属粉体が熔融付着のようになり、メッキを行う事ができる。セラミック、ガラス器等においてブラスト彫刻と併用し、模様装飾を行い、WPC処理メッキを行うと、濃淡全属メッキも可能となる。
おわりに
WPC処理は、バブル崩壊後、大手自動車メーカーに本格的に採用されるに至って、国内及ぴ世界から注目されるようになりました。安価で、用途が広く、金属又は金属成分が含まれる物に効果があり、処理方法は単純、コストも安く、比較的効果が大きい。使用条件等により限界がある場合、他の表面改質との多重複合等が容易に行う事ができ、飛躍的な効果を得る事もできます。
徒来は、表面熱処埋法による利用法が主であったが今後は複合処埋として、トライボロジー効果を得る事ができる金属成品の摺動部の摩耗防止法。表面の徴細な略円弧状の凹部を利用する事により油膜切れを防止し、無接触に近づけ、摺動部の摩耗を防止します。又、セメンティーション効果を得る事ができる常温拡散、浸透メッキ法。金属成品の表面に金属粉体を打込み、全属元素を内部に浸透させ、表面を高合金化させ表面を強化させたり、コーティング等の密着強度を高めたり、常温乾式メッキも可能です。
このように今後、益々複合処理の用途が拡大し、産業界全般に貢献ができるものと恩われます。
最後に組織の写真等資料にご協力を頂きました、愛知県工業技術センター殿、中部大学殿、浜松熱処埋工業株式会社殿に深く感謝致します。
(株)不二機販 宮坂四志男氏著「精密ショットピーニングWPC処理について」より抜粋。



小口、中古部品も対応。
(9〜17時 土日祝休業)
ご依頼品の送付先,お問合せ先
![]()
ご依頼品の送付先,お問合せ先
![]()
FAXも大歓迎!
メールが苦手でも大丈夫。
FAX:042-743-5696